
Condition Monitoring pour une vision claire
Plus de données pour une production de fenêtres efficace

Secteur d'activité :Industrie du bois |Client :4B AG, Hochdorf, Suisse
4B-AG est l'entreprise leader en Suisse et active au niveau régional dans le domaine de l'enveloppe intelligente du bâtiment. Ils développent des solutions de façades et de fenêtres d'avenir, afin que les clients puissent construire, rénover et vivre confortablement de manière écologique, fiable et sans dépenses supplémentaires. En tant qu'entreprise traditionnelle, ils sont attachés au site suisse et produisent les fenêtres les plus variées à Hochdorf.
Mais malgré toute la tradition et la technique artisanale, 4B mise aussi sur les nouvelles technologies dans le domaine du Condition Monitoring et de la Predictive Maintenance.
La situation
La fabrication des fenêtres en bois s'effectue à l'aide de machines classiques de traitement du bois. Pour obtenir la meilleure qualité possible, les fraises doivent toujours être dans un état optimal. Dans le pire des cas, une éventuelle usure ou même la rupture d'une seule plaquette de coupe ne se remarque que lorsque le lot de fabrication a déjà été usiné. Cela peut entraîner la nécessité de retravailler tous les éléments de fenêtre produits jusqu'alors, voire de les jeter et de les produire à nouveau. Ce n'est évidemment pas dans l'esprit de l'inventeur et c'est très coûteux en temps et en argent.
Le défi
Un système de surveillance de la qualité de fabrication doit être facile à utiliser et constituer en même temps une source de données fiable sur les éventuels écarts qui peuvent survenir. Il s'agissait ici de trouver un système capable de reproduire les processus complexes d'une machine à bois.
L'objectif principal de 4B est d'assurer la qualité, d'éviter les rebuts et d'offrir une simplicité d'utilisation maximale sans connexion compliquée à l'installation de production existante. À cela s'ajoutent d'autres exigences, à savoir que le système de contrôle doit pouvoir s'accommoder de différentes essences de bois et structures sans qu'il soit nécessaire de lui faire subir un nouvel entraînement coûteux. Cela impliquerait des efforts et du temps qui ne sont tout simplement pas disponibles dans la production.
De même, le système devait être adapté à la fois à une intégration stationnaire et à des applications mobiles.
La solution
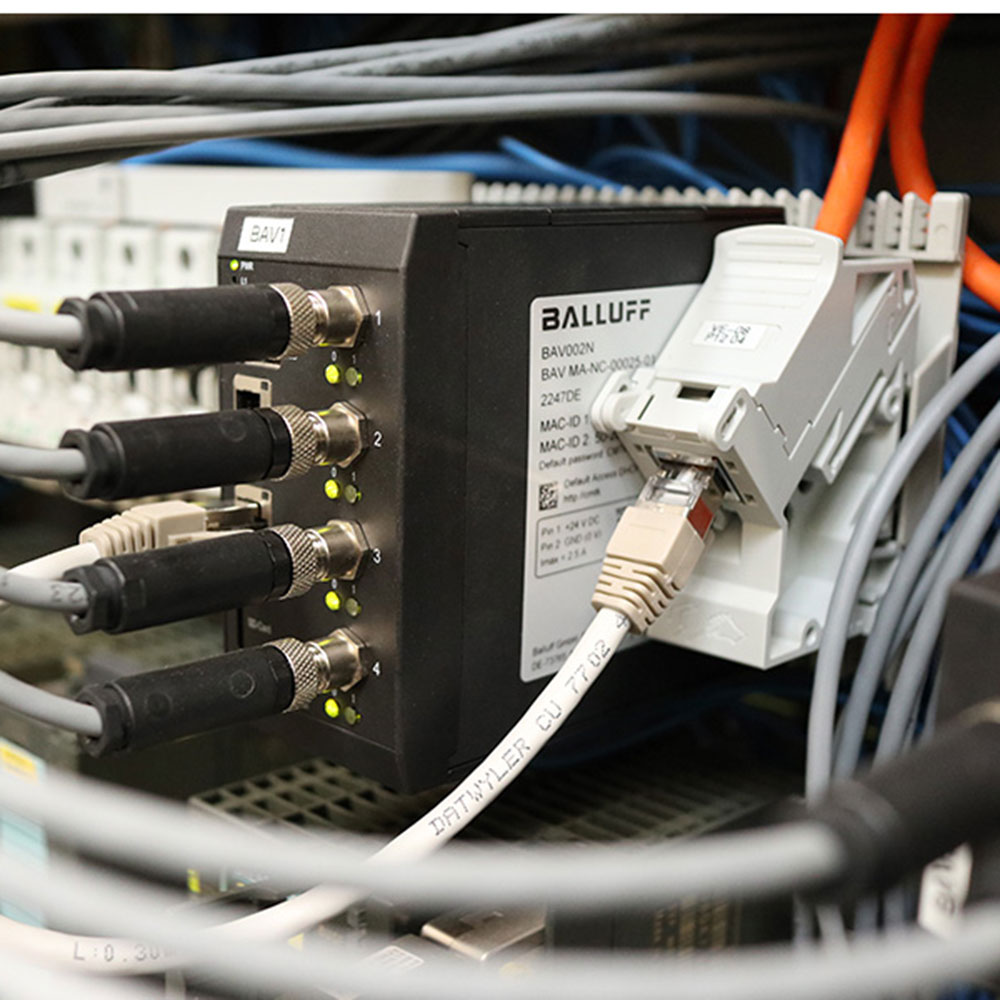
Pour résoudre les multiples exigences, Balluff propose le capteur de surveillance des conditions BCM en combinaison avec le kit d'outils de surveillance des conditions CMTK. Ce système permet de contrôler et de visualiser facilement les vibrations, la température et d'autres conditions environnementales. Et ce, sans être un professionnel de la technique vibratoire.
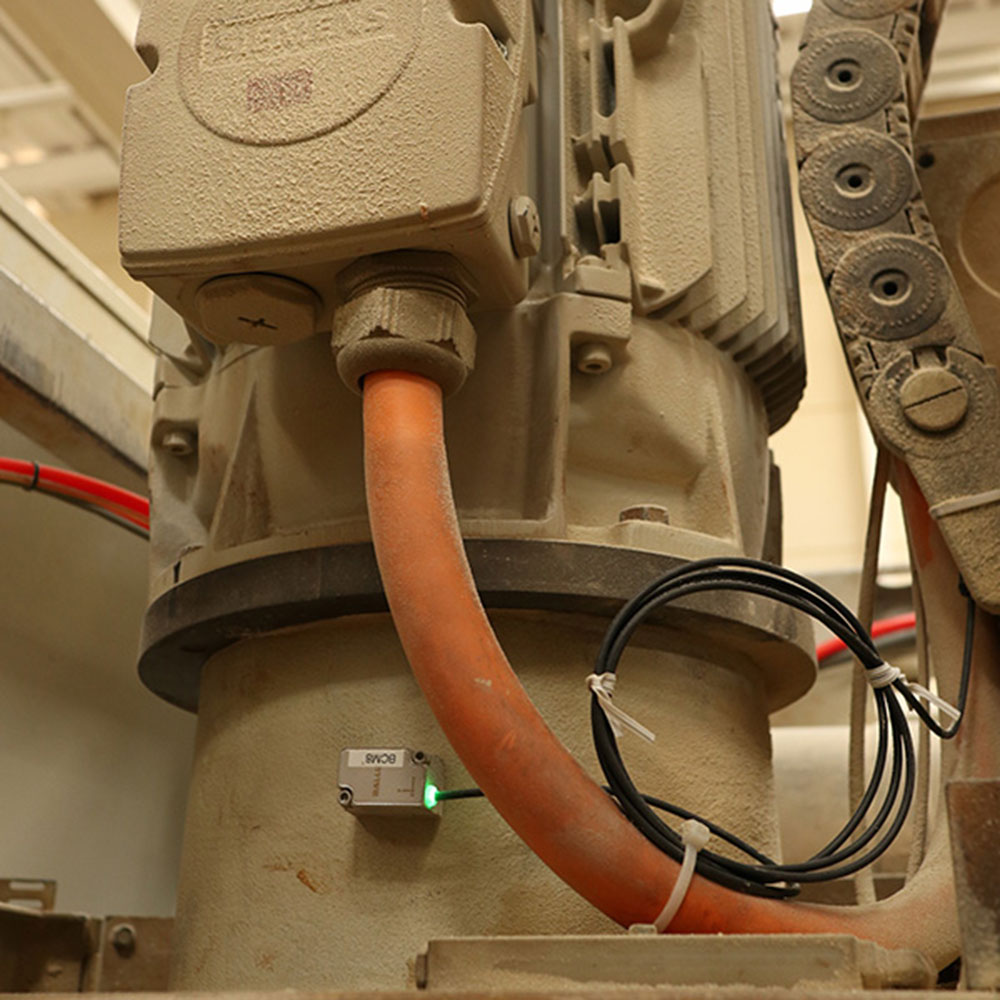
Le capteur de surveillance conditionnelle BCM dispose d'une interface IO-Link et a été conçu pour savoir le plus simplement possible comment se porte votre machine. Le capteur vous dit si des vibrations indésirables se produisent, si la température est adaptée et si la position de montage est toujours celle qui doit l'être.
Notre Condition Monitoring Toolkit - en abrégé CMTK - s'est avéré être un sparring-partner idéal pour le BCM. Cette passerelle dispose de quatre ports IO-Link et d'une visualisation et d'une communication de données prêtes à l'emploi vers les réseaux informatiques. Les messages qui apparaissent peuvent être transmis directement par e-mail ou par message d'état.
Apprendre rapidement, directement et simplement ce qui se passe. Le CMTK offre ici de toutes nouvelles solutions.
Comment cela a-t-il été mis en œuvre ?
Les capteurs de surveillance de l'état ont été montés directement sur les moteurs d'entraînement des machines d'usinage. Car c'est précisément là qu'un arrêt non planifié entraînerait le plus de dépenses.
Mais avant de pouvoir mettre en place le système, il fallait d'abord déterminer à quoi ressemblait un "bon et juste" profil de vibration. Pour cela, des données ont été enregistrées et l'évolution des valeurs a été observée. Quel est l'impact des changements d'outils ? Comment se passe l'entretien normal ? Et plus important encore, quel est l'impact des erreurs, comme une plaquette de coupe cassée dans la fraise ?
Toutes ces données ont été enregistrées et une limite entre le "bon" et le "mauvais" a été établie. Les anomalies qui apparaissent et même les petits écarts insidieux peuvent ainsi être détectés.
Le système a été configuré de manière à ce que l'opérateur soit informé par e-mail si une limite a été dépassée et qu'une intervention est nécessaire.
Quels ont été les résultats ?
Les premiers succès du système sont apparus très rapidement. Par exemple, une plaquette de coupe cassée sur une fraise profilée a été détectée en quelques minutes et non pas à la fin de la production du lot. La rapidité de détection et d'intervention a ici permis d'économiser beaucoup d'argent et d'éviter d'autres dommages sur l'outil.
De même, un moteur d'entraînement présentait "du jour au lendemain" un profil de vibration différent. Mais d'où cela venait-il ? Que s'était-il passé ? Après avoir remplacé le moteur à titre préventif, il s'est avéré qu'un roulement à billes de l'arbre d'entraînement était défectueux et devait être remplacé. Cela n'a pu être constaté qu'à temps, car le moteur a été contrôlé. Sinon, il serait tombé en panne dans un avenir proche et le problème aurait alors été nettement plus important et plus coûteux.
C'est aussi grâce à de tels succès que le système a été largement accepté dans la production. "Si le capteur signale quelque chose, il y aura quelque chose !", déclare un opérateur de la fraiseuse de profil. Aux résultats de mesure précis s'ajoutent la visualisation simple des résultats et le réglage facile des limites.
Grâce au succès rencontré, une variante mobile a également été développée, qui est actuellement testée de manière simple et rapide sur divers moteurs, ventilateurs et pompes.
Grâce à l'utilisation des capteurs BCM et du CMTK Condition Monitoring Toolkit de Balluff, nous avons toujours une longueur d'avance. Nous détectons immédiatement toute anomalie et pouvons réagir directement avant qu'il ne soit trop tard. Cela nous permet d'économiser beaucoup de temps et d'argent.
Les avantages
L'utilisation des capteurs BCM en combinaison avec le CMTK a apporté de nombreux avantages à 4B-AG :
- Le système détecte les erreurs immédiatement et avant qu'elles ne prennent de l'ampleur.
- L'intégration dans l'installation a été rapide.
- Les opérateurs sont immédiatement informés des anomalies par mail ou par signal.
- Les appareils sont utilisés de manière tout aussi mobile pour "aller voir rapidement" ce qui se passe ailleurs.
- Le système séduit par son rapport qualité-prix optimal.
Les produits
Consultez ici en détail le capteur de surveillance des conditions et le kit d'outils de surveillance des conditions :

Capteurs de surveillance conditionnelle

Kit d'outils de surveillance des conditions
Capteurs de surveillance conditionnelle
- Fonction
-
Vibration analysis in time domain
Vibration analysis in frequency range
Rotational speed input
Température de contact - Vibration, plage de fréquence
-
2...4500 Hz (±10 %)
2...6000 Hz (±3 dB) - Vibration, nombre d'axes de mesure
- 3
- Vibration, measuring range
- -16…16 g
- Température de contact, plage de mesure
- -40…+80 °C
- Tension d'emploi nominale Ue DC
- 24 V
- Interface
- IO-Link 1.1.3
- Raccordement
- Câble avec connecteur, connecteur mâle M12x1, 4 pôles, 1,5 m, PUR
- Matériau du boîtier
- Stainless steel 1.4404 (316L)
- Classe de protection
- IP67, IP68, IP69K
- Température ambiante
- -40...80 °C
- Secondary features
-
Identification
Device Discovery
Switching Counter
Logic Blocks
Operating Hours Counter
Boot Cycle Counter
Voltage and Current Monitoring
Pin Assignment - Secondary features for condition monitoring
- Internal temperature monitoring
Kit d'outils de surveillance des conditions
- Mémoire de travail
- 2 GB RAM
- Connexion emplacements
-
2x LAN: RJ45-Connecteur femelle, 8-pôles
4x IO-Link: M8x1-Connecteur femelle, 4-pôles, A-codé
PWR: Phoenix MC1.5/3-STF-3.81
USB: USB 2.0 Standard-A - Dimensions
- 101 x 126 x 50 mm
- Mémoire de données
- 8 GB EMMC
- Processeur
- 1.8 GHz / 400MHz