
Monitorowanie stanu zapewniające przejrzysty przegląd
Więcej danych dla wydajnej produkcji okien

Sektor przemysłu: Przemysł drzewny | Klient: 4B AG, Hochdorf, Szwajcaria
4B-AG to wiodąca szwajcarska firma zajmująca się inteligentnymi przegrodami zewnętrznymi budynków. Opracowuje pionierskie rozwiązania w zakresie fasad i okien, aby klienci mogli budować, remontować i mieszkać wygodnie w ekologiczny i niezawodny sposób bez dodatkowych kosztów. Jako firma z tradycjami, jest przywiązana do Szwajcarii jako lokalizacji i produkuje szeroką gamę okien w Hochdorf.
Jednak pomimo całej tradycji i kunsztu, 4B opiera się również na nowych technologiach w zakresie monitorowania stanu i konserwacji predykcyjnej.
Sytuacja
Okna drewniane są produkowane przy użyciu tradycyjnych maszyn do obróbki drewna. Aby osiągnąć najlepszą możliwą jakość, frezy muszą być zawsze w optymalnym stanie. W najgorszym przypadku zużycie lub nawet pęknięcie pojedynczej płytki tnącej jest zauważane dopiero po przetworzeniu partii produkcyjnej. Może to oznaczać, że wszystkie elementy okienne wyprodukowane do tego momentu muszą zostać przerobione lub nawet zutylizowane i wyprodukowane ponownie. Oczywiście nie leży to w interesie wynalazcy i jest bardzo czasochłonne i kosztowne.
Wyzwanie
System monitorowania jakości produkcji musi być łatwy w użyciu, a jednocześnie stanowić wiarygodne źródło danych na temat wszelkich odchyleń, które mogą wystąpić. Wyzwaniem było znalezienie systemu, który byłby w stanie odwzorować złożone procesy zachodzące w maszynie do obróbki drewna.
Głównym celem 4B jest zapewnienie jakości, unikanie odrzutów i maksymalna łatwość obsługi bez skomplikowanego połączenia z istniejącym systemem produkcyjnym. Ponadto system testowania musi być w stanie poradzić sobie z różnymi rodzajami drewna i strukturami bez konieczności intensywnego przekwalifikowania. Wymagałoby to wysiłku i czasu, których po prostu nie ma w produkcji.
System musiał być również odpowiedni zarówno do integracji stacjonarnej, jak i aplikacji mobilnych.
Rozwiązanie
Balluff oferuje czujnik monitorowania stanu BCM w połączeniu z zestawem narzędzi do monitorowania stanu CMTK, aby spełnić różnorodne wymagania. System ten umożliwia proste monitorowanie i wizualizację drgań, temperatury i innych warunków środowiskowych. I to bez konieczności bycia profesjonalistą w dziedzinie technologii drgań.
Czujnik monitorowania stanu BCM jest wyposażony w interfejs IO-Link i został opracowany tak, aby dowiedzieć się, jak działa maszyna. Czujnik informuje, czy występują niepożądane wibracje, czy temperatura jest prawidłowa i czy pozycja montażowa jest nadal taka, jak powinna.
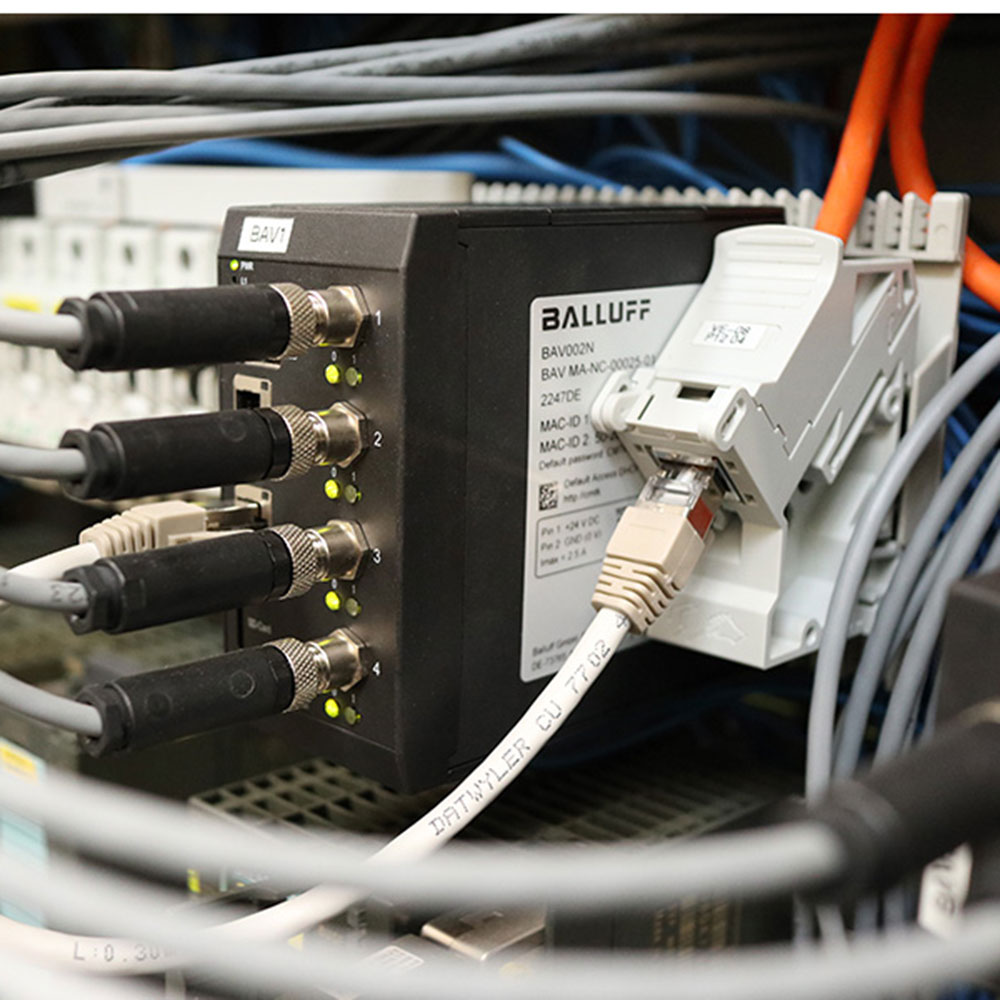
Nasz zestaw narzędzi do monitorowania stanu - w skrócie CMTK - okazał się idealnym partnerem sparingowym dla BCM. Ta bramka ma cztery porty IO-Link i gotową wizualizację danych oraz komunikację danych z sieciami IT bezpośrednio na pokładzie. Wszelkie pojawiające się komunikaty mogą być przekazywane bezpośrednio przez e-mail lub komunikat o stanie.
Dowiedz się, co się dzieje szybko, bezpośrednio i łatwo. CMTK oferuje tutaj zupełnie nowe rozwiązania.
Jak to zostało wdrożone?
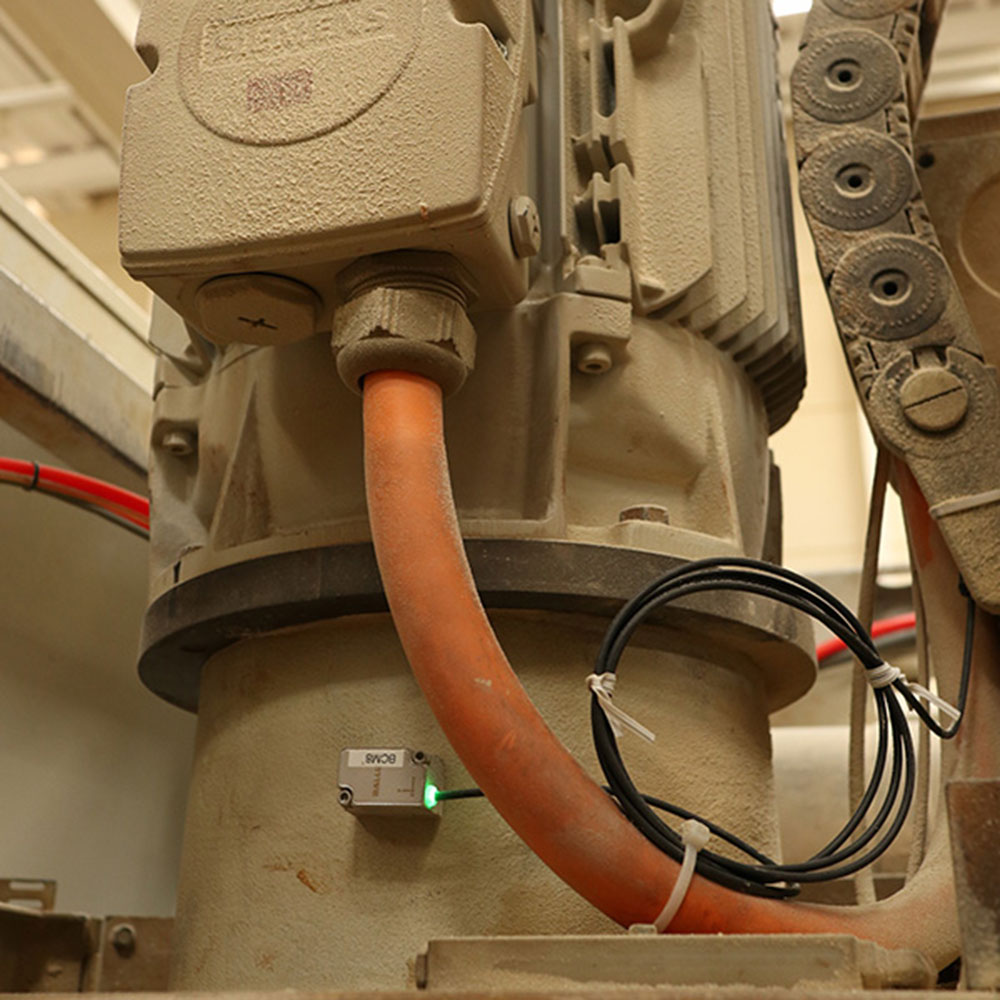
Czujniki monitorowania stanu zostały zainstalowane bezpośrednio na silnikach napędowych maszyn przetwórczych. To właśnie tam nieplanowany przestój spowodowałby największy wysiłek.
Zanim jednak system mógł zostać uruchomiony, konieczne było najpierw określenie, jak wygląda "dobry i prawidłowy" profil drgań. W tym celu zarejestrowano dane i zaobserwowano przebieg wartości. Jaki wpływ mają zmiany narzędzi? Jak wygląda normalna konserwacja? A co ważniejsze, jaki jest wpływ usterek, takich jak uszkodzona płytka skrawająca we frezie?
Wszystkie te dane zostały zarejestrowane i wykorzystane do wyznaczenia granicy między "dobrymi" i "złymi" wynikami. W ten sposób można rozpoznać wszelkie występujące anomalie, a nawet niewielkie, pełzające odchylenia.
System został skonfigurowany tak, aby operator był informowany e-mailem o przekroczeniu limitu i konieczności interwencji.
Co udało się osiągnąć?
Pierwsze sukcesy systemu stały się widoczne bardzo szybko. Przykładowo, pęknięta płytka tnąca na frezie profilowym została rozpoznana w ciągu kilku minut, a nie pod koniec produkcji seryjnej. Szybkie wykrycie i interwencja pozwoliły zaoszczędzić sporo pieniędzy i zapobiec dalszemu uszkodzeniu narzędzia.
Silnik napędowy również wykazywał inny profil drgań "z dnia na dzień". Ale skąd to się wzięło? Co się stało? Po wymianie silnika na wszelki wypadek okazało się, że łożysko kulkowe na wale napędowym było uszkodzone i wymagało wymiany. Można to było wykryć na czas tylko dlatego, że silnik został sprawdzony. W przeciwnym razie silnik uległby awarii w niedalekiej przyszłości, a problem stałby się znacznie większy i bardziej kosztowny.
Dzięki takim sukcesom system osiągnął również wysoki poziom akceptacji w produkcji. "Jeśli czujnik coś zgłasza, to coś tam będzie!" - mówi jeden z operatorów frezarki profilowej. Oprócz precyzyjnych wyników pomiarów, wyniki są łatwe do wizualizacji, a limity są proste do ustawienia.
W wyniku tego sukcesu opracowano również wersję mobilną, która jest obecnie szybko i łatwo testowana na różnych silnikach, wentylatorach i pompach.
Korzystając z czujników BCM i zestawu narzędzi do monitorowania stanu CMTK firmy Balluff, jesteśmy zawsze o krok do przodu. Natychmiast rozpoznajemy wszelkie odchylenia i możemy bezpośrednio zareagować, zanim będzie za późno. Oszczędza nam to wiele czasu i pieniędzy.
Zalety
Zastosowanie czujników BCM w połączeniu z CMTK przyniosło firmie 4B-AG wiele korzyści:
- System rozpoznaje usterki natychmiast i zanim staną się one większe.
- Integracja z systemem została zakończona szybko
- Operatorzy są natychmiast informowani o odchyleniach za pomocą wiadomości e-mail lub sygnału.
- Urządzenia są również używane w ruchu, aby "szybko sprawdzić", co dzieje się w innym miejscu.
- System przekonuje optymalnym stosunkiem ceny do wydajności.
Produkty
Zapoznaj się szczegółowo z czujnikiem monitorowania stanu i zestawem narzędzi do monitorowania stanu tutaj:

Czujniki monitorowania stanu

Zestaw narzędzi do monitorowania stanu
Czujniki monitorowania stanu
- Funkcja
-
Vibration analysis in time domain
Vibration analysis in frequency range
Rotational speed input
Temperatura stykowa - Wibracja, zakres częstotliwości
-
2...4500 Hz (±10 %)
2...6000 Hz (±3 dB) - Wibracja, liczba osi pomiarowych
- 3
- Vibration, measuring range
- -16…16 g
- Temperatura kontaktowa, zakres pomiarowy
- -40…+80 °C
- Napięcie znamionowe pracy Ue DC
- 24 V
- Interfejs
- IO-Link 1.1.3
- Przyłącze
- Przewód z łącznikiem wtykowym, M12x1-Męski, 4-stykowe, 1.5 m, PUR
- Materiał obudowy
- Stainless steel 1.4404 (316L)
- Stopień ochrony
- IP67, IP68, IP69K
- Temperatura otoczenia
- -40...80 °C
- Secondary features
-
Identification
Device Discovery
Switching Counter
Logic Blocks
Operating Hours Counter
Boot Cycle Counter
Voltage and Current Monitoring
Pin Assignment - Secondary features for condition monitoring
- Internal temperature monitoring
Zestaw narzędzi do monitorowania stanu
- Pamięć
- 2 GB RAM
- Gniazda przyłączeniowe
- 2x LAN: RJ45-Żeński, 8-stykowe 4x IO-Link: M8x1-Żeński, 4-stykowe, A-kodowany PWR: Phoenix MC1.5/3-STF-3.81 USB: USB 2.0 Standard-A
- Wymiary
- 101 x 126 x 50 mm
- Pamięć danych
- 8 GB EMMC
- Procesor
- 1.8 GHz / 400MHz