
How Condition Monitoring has Evolved and Its Role in IIoT

Reading Time: minutes
In recent years, as IIoT and Industry 4.0 have become part of our everyday vocabulary, we’ve also started hearing more about condition monitoring, predictive maintenance (PdM) and predictive analytics. Sometimes, we use these terms interchangeably as well. Strictly speaking, condition monitoring is a root that enables both predictive maintenance and predictive analytics. In today’s blog we will brush up a little on condition monitoring and explore its lineage.
Equipment failures have been around since the beginning of time. Over the years, through observation (collecting data) and brute-force methods, we learned that from time-to-time every piece of equipment needs some TLC. Out of this understanding, maintenance departments came to existence, and there we started having experts that could tell based on touch, smell and noise what is failing or what has gone wrong.
 Figure 1: Automation Pyramid
Figure 1: Automation Pyramid
Then we started automating the maintenance function either as a preventative measure (scheduled maintenance) or through some automated pieces of equipment that would collect data and provide alerts about a failure. We proudly call these SCADA systems – Supervisory Control and Data Acquisition. Of course, these systems did not necessarily prevent failures, but help curtail them. If we look at the automation pyramid, the smart system at the bottom is a PLC and all the sensors are what we call “dumb sensors”. So, that means, whatever information the SCADA system gets would be filtered by the PLC. PLCs were/have been/ and are always focused on the process at hand; they are not data acquisition equipment. So, the data we receive in the SCADA system is only as good as the PLC can provide. That means the information is primarily about processes. So, the only alerts maintenance receives is when the equipment fails, and the process comes to a halt.
With the maintenance experts who could sense impending failures becoming mythological heroes, and SCADA systems that cannot really tell us the story about the health of the machines, once again, we are looking at condition monitoring with a fresh set of eyes.
Sensors are at the grass root level in the automation pyramid, and until the arrival of IO-Link technology, these sensors were solely focused on their purpose of existence; object detection, or measurement of some kind. The only information one could gather from these sensors was ON/OFF or a signal of 4...20mA, 0...10V, and so on. Now, things are different, these sensors are now becoming pretty intelligent and they, like nosy neighbors, can collect more information about their own health and the environment. These intelligent sensors can utilize IO-Link as a communication to transfer all this information via a gateway module (generally known as IO-Link master) to whomever wants to listen.
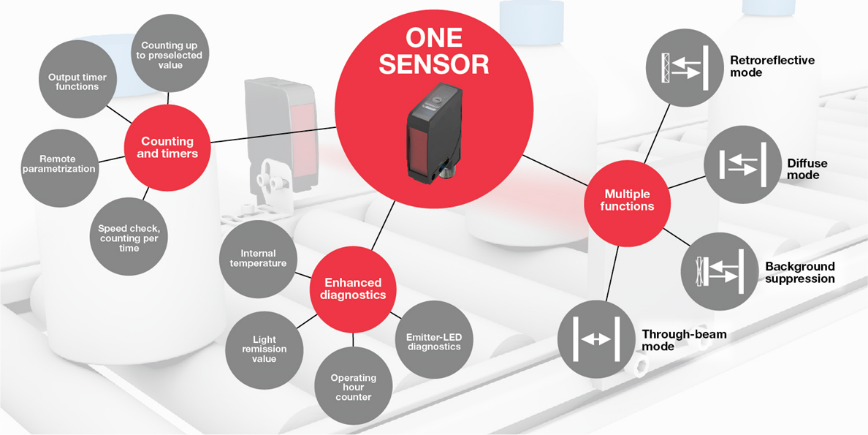 Figure 2: IO-Link enabled Balluff photo-eye
Figure 2: IO-Link enabled Balluff photo-eye
The new generation of SCADA systems can now collect information not only from PLCs about the process health, but also from individual devices. For example, a photo-eye can measure the intensity of the reflected light and provide an alert if the intensity drops beyond a certain level, indicating a symptom of pending failure. Or a power supply inside the cabinet providing an alert to the supervisory control about adverse conditions due to increase temperature or humidity in the cabinet. These types of alerts about the symptoms help maintenance prevent unplanned downtime on the plant floor and make factories run more efficiently with reduced scrap, reduced down-time and reduced headaches.
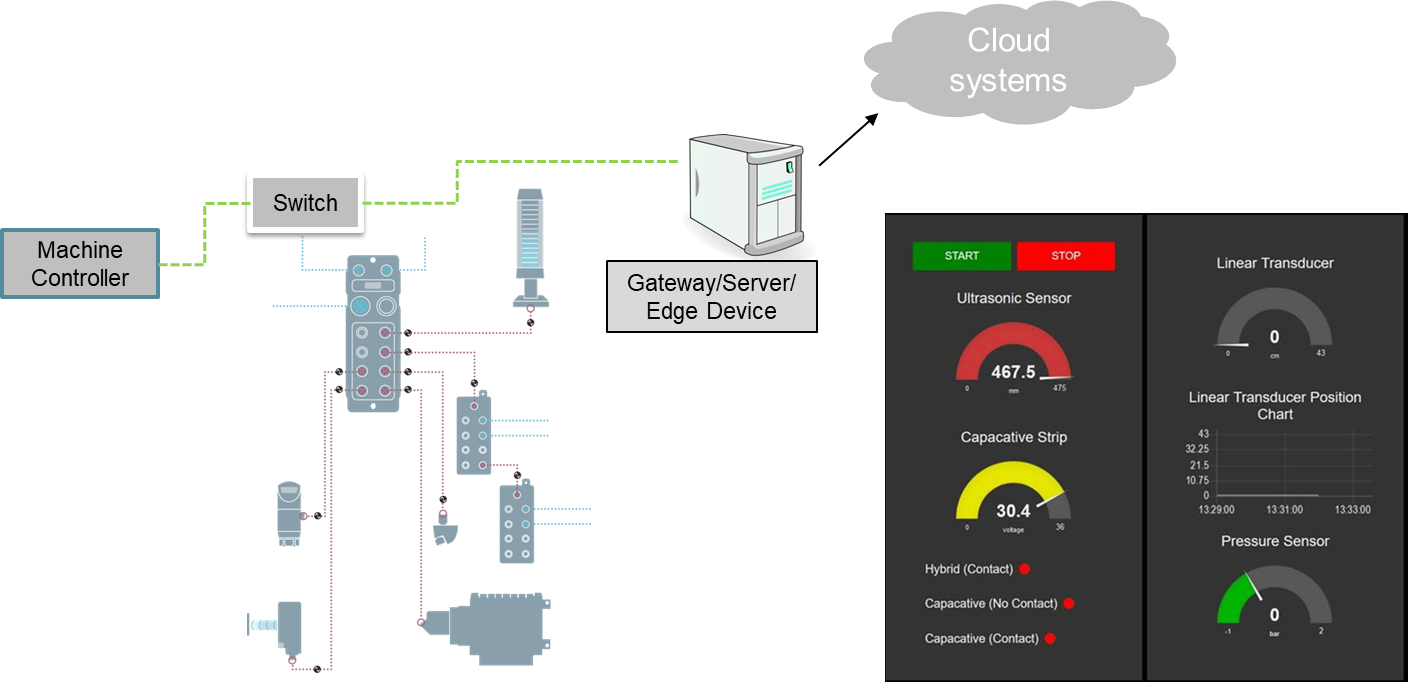 Figure 3: The Next Generation Condition Monitoring
Figure 3: The Next Generation Condition Monitoring
There are many different condition monitoring architectures that can be employed, and we will cover that in a following blog.
Keywords
- Internet of Things
Author

Shishir Rege
Shishir Rege is a strategic leader with over 25 years of experience in industrial automation. He specializes in aligning technology with business goals to drive productivity and operational excellence. Shishir has a proven track record of implementing Smart Manufacturing and automation solutions across the automotive, aerospace, medical, and consumer goods sectors. He holds an MS in Electrical Engineering and an MBA, and frequently contributes to industry publications and conferences.
19 Contributions