
Boosting Forest Manufacturing With Advanced Sensors and IO-Link
Advanced sensors and IO-Link technology are transforming the forest products industry.

Reading Time: minutes
The forest products industry is a complex sector where businesses face numerous evolving challenges, such as market volatility, sustainability issues, and regulatory compliance. These challenges make typical manufacturing setbacks far more impactful for lumber mills. Consequently, there’s a high demand for manufacturing automation solutions in the forest products industry as businesses rely on constant process improvement and efficiency to stay competitive and profitable. Finding the perfect solution can be challenging due to the unique complexities of raw materials, and a harsh manufacturing environment. Here, I address how businesses in this industry can use some of the latest manufacturing automation technology to overcome these challenges.
Problem: the complexity of raw materials
Although the raw material always begins as harvested wood, it varies significantly in the forest products manufacturing process. This variability is due to different tree speciesnatural inconsistencies, and other factors like shape, size, and defects. In a veneer mill, for example, one block may have the ideal physical properties for a perfect peel on the lathe. However, if the machinery’s setting were kept the same for the next block, it could lead to a grossly inefficient peel or, worst case, even damage to the lathe. The process is not one-size-fits-all because the raw materials in forest products are never uniform.
 Potential Solution(s): Photoelectric light arrays, optimized vision systems
Potential Solution(s): Photoelectric light arrays, optimized vision systems
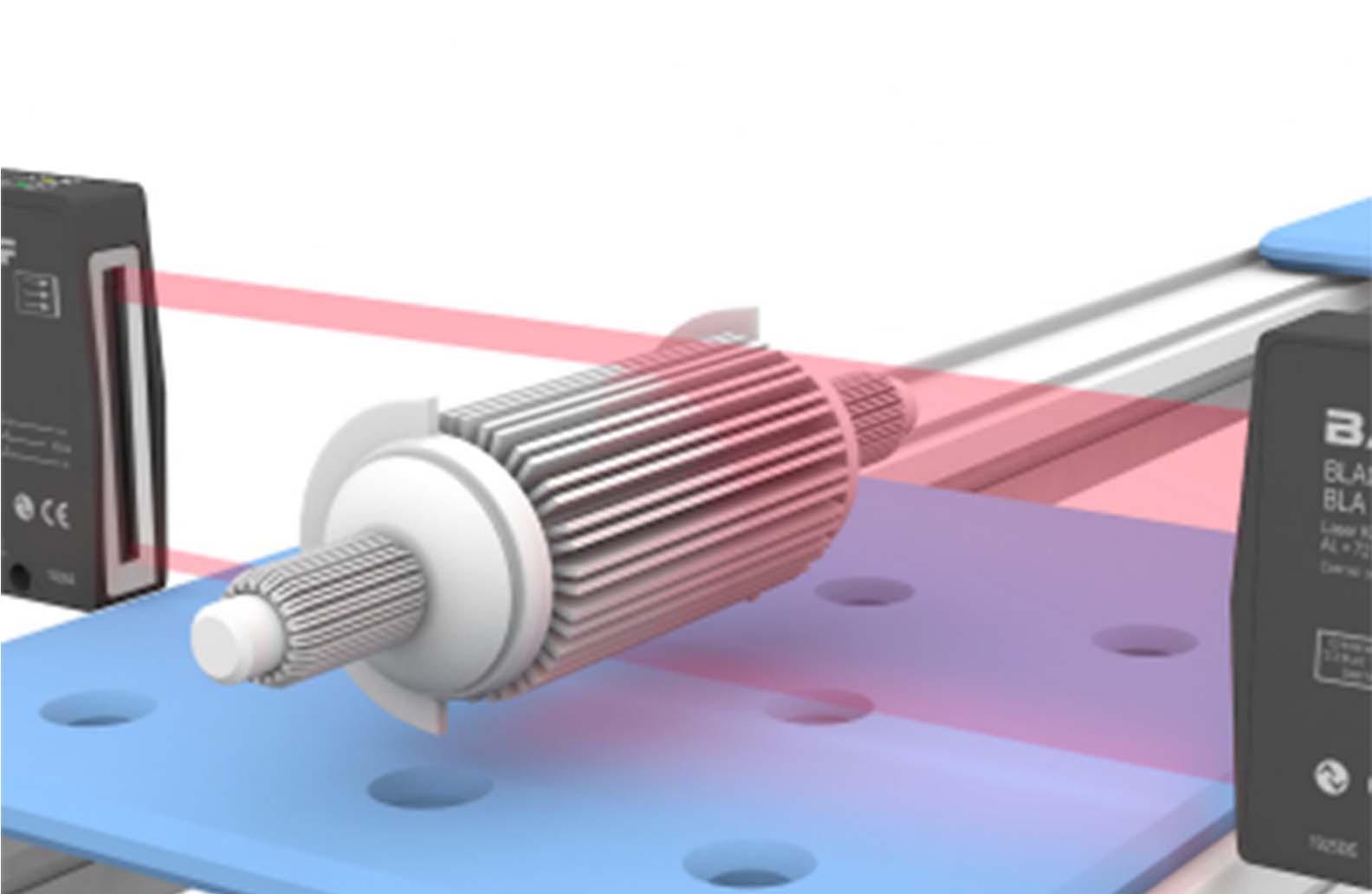
To address this variability, the remedy lies in accurately and precisely measuring and mapping the multiple factors of each raw material. Regarding part size and shape, a photoelectric light array, which is an assembly of photoelectric sensors in a specific pattern, can sense and detect the exact position within the light array to provide precise product dimensions. In the case of the previous example, this information can then be used to tell robotic arms to set the position and orientation of the block before peeling begins. Additionally, sophisticated vision systems can offer deeper insights beyond the photoelectric light array, communicating further details of part size, shape and species, and providing detailed information on various defects for additional consideration in block positioning. The combination of these technologies can enhance automation capabilities within the manufacturing line and, with diligent process engineering and optimization, can effectively address the challenges posed by raw material complexity.
Problem: Harsh manufacturing environments
Much of the process of forest products manufacturing involves harsh conditions, such as high temperature and humidity, dust and debris, and outdoor applications facing rain, snow, and extreme weather. These conditions stress machines and heavy equipment and create an environment ripe for sensor malfunctions. This sensor susceptibility presents a significant challenge to the expansion of manufacturing automation, where relying on a larger number of sensors increases the probability of malfunctions. Consequently, the goal of automation could be stifled by frequent sensor malfunctions, requiring downtime for diagnosis, replacement, and maintenance.
Potential Solution(s): Specialized sensors, IO-link infrastructure, high ingress protection (IP) rated equipment
Addressing the challenges posed by these harsh conditions is critical to ensuring the reliability and efficiency of automated manufacturing in the forest products industry.
Solving this problem effectively requires more than a single adjustment; it needs a combination of specialized sensors, IO-link infrastructure, and high IP-rated equipment. Photoelectric sensors are common in the forest products industry and now offer a variety of product variants optimized for specific applications. Modern photoelectrics do more than just detect forest objects; they have background suppression capabilities and durable housing options and can notify operators about detection reliability issues, such as a dirty lens or misalignment. Many of these benefits, however, are limited without an IO-link infrastructure setup. IO-link networking enables sensors to communicate vital information and allows operators to monitor sensor parameters remotely from the PLC. Additionally, IO-link will drastically reduce diagnosis and maintenance efforts by identifying which sensors are functioning normally and correctly and which are not.
Given the harsh environment, it is a must that all sensor and IO block infrastructure have appropriate IP rating. Equipment with a first digit of the IP rating below 6 should be too susceptible to failure due to heavy dust and debris in this environment. The second digit should be chosen based on water exposure (inside vs. outside, high vs. low humidity). For example, if machines undergo constant low-pressure rinsing, an IP65 rating or higher is necessary. Combining these solutions will create a much more resilient automated manufacturing line capable of withstanding the harsh conditions of the forest products manufacturing environment.
