
TV bracket bolting machine
Case Study created in collaboration with Manix Automation and Mechanical Engineering
Reading Time: minutes
The Balluff Case Study series are articles written by Balluff experts, partners of our company, integrators, specialists implementing dedicated solutions for manufacturing companies using Balluff tools and solutions.
Modern technology makes it possible to completely automate production using solutions available on the market. The process can be optimized even further and, in addition, in such a way that human presence will not be necessary during the process. The TV bracket assembly machine is the best example of this.
The manufacturing process is usually a tedious and lengthy cycle in which everything should conform to the specifications provided by the customer. The manufacturer must also take into account other additional requirements of the customer, who wants his product to stand out in the market. So how do you improve the production of something that is oversupplied? And how to do it in an innovative way?
Our client had a ready-made solution. On our side was the process of improving it.
A stagnant situation
A company involved in the production of televisions approached us to help automate the process of bolting together brackets for their assembly. The work so far involved stopping the conveyor belt with the TV, having two operators manually twist the component, then restarting the conveyor belt and driving the finished assembly out of the work zone.
Problem
Despite the two operators involved in the described operation, throughout the TV assembly process it was the twisting of the handles that was the point limiting the smoothness of production. The cyclical stoppage of the entire production line had a negative impact on the total duration of the operation.
These elements generated considerable time losses during the operation. This, in turn, as a result of the production line stoppage, resulted in financial losses. In view of such problems, the introduction of modifications was necessary.
Solution
The customer received a proposal to automate production using an industrial robot, without having to stop the process. Detection of a TV entering the machine's work zone was signaled by cylindrical optical barriers BOS00WJ i BOS00WH. Once the presence of a TV in the work zone was detected, its position was carefully monitored by the vision system BVS001N, equipped with OCR technology and supported by a ring illuminatorBAE000J.
In addition, Manix implemented a screw driving system that was placed on an industrial robot. Inductive sensors were used in this assembly BES00H5 and C- and T-type magnetic field sensors from the BMF series. The presence of individual screws in the screwdriver's mouthpiece is controlled by a fiber optic sensor BOH001Z, in an assembly with amplifier BAE011C.
The screw feeding system has also been automated. By using perpendicular optical barriersBOS0158placed on the in-line feeders, it was no longer necessary to empty the feeder of screws and backfill it with new ones in case of a change in the references of the manufactured assembly.
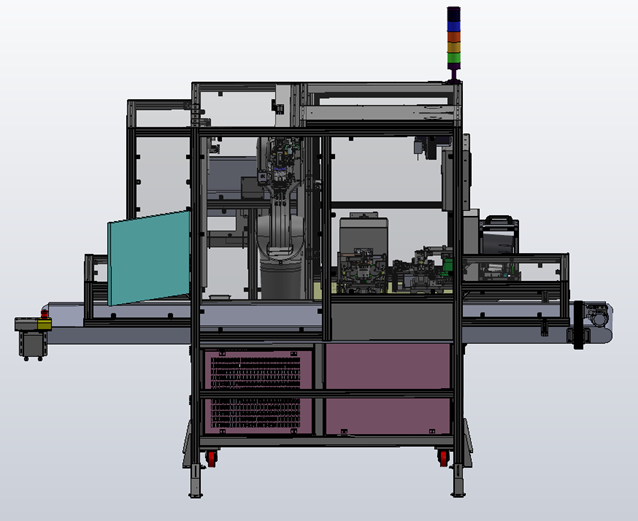 Figure 1: Solution for automatic screw insertion - front view
Figure 1: Solution for automatic screw insertion - front view
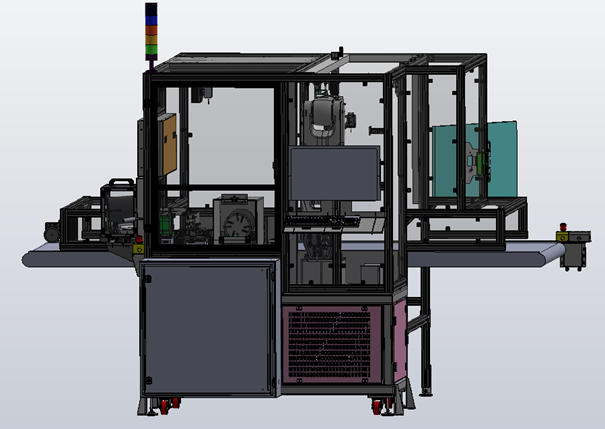 Figure 2. automatic screw insertion solution - rear view
Figure 2. automatic screw insertion solution - rear view
How it works.
Once the TV enters the robot's work zone, signaled by cylindrical optical barriers, the orientation of the TV relative to the conveyor belt is detected by taking a picture by the vision system (Figure 3). The speed at which the TV moves is calculated based on encoder readings. After traveling a certain distance in a certain unit of time, the vision system mounted on the industrial robot takes two photos of the TV to precisely confirm its position and angle of placement on the conveyor belt.
 Figure 3: The vision system
Figure 3: The vision system
Once this is done, the robot, with its mounted screwdriver assembly (Figure 4), follows the TV by moving at the speed of the conveyor belt. Knowing the position of each screw based on the coordinates, taken from the model of the TV in .DXF format, the installation of the mount to the TV is carried out - depending on the reference of the workpiece (diagonal, model) it is from 2 to 12 screws. If more screws are screwed in than the turret can accommodate (Figure 5), the robot returns to the base position, and the entire turret magazine assembly is refilled. First, however, the turret is rotated to the base position, which is controlled by an inductive sensor. When the TV mounts are finished screwing together, regardless of the number of screws, the robot returns to the base position.
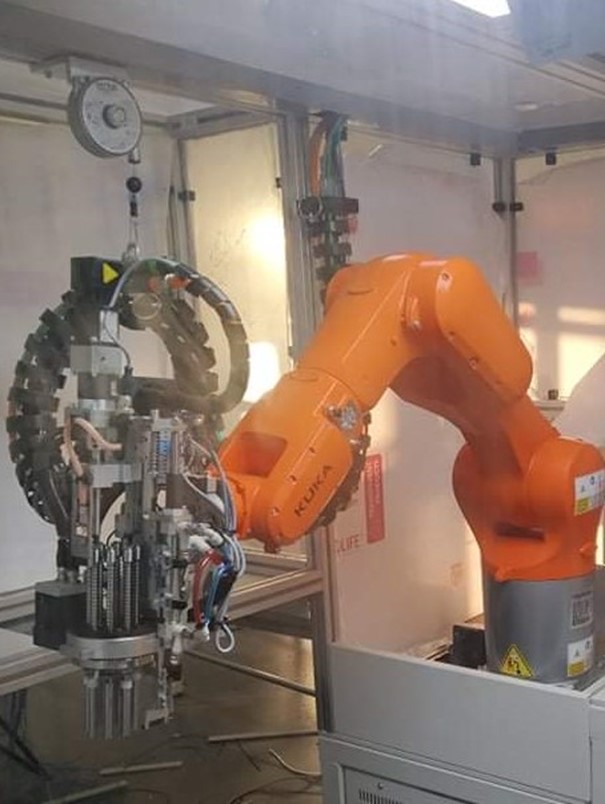 Figure 4: The industrial robot with the bolting assembly
Figure 4: The industrial robot with the bolting assembly
 Figure 5: Revolver
Figure 5: Revolver
There are fiber-optic sensors on the twisting assembly that monitor the presence of screws in the magazine and in the runout of the screwdriver. This prevents the situation of trying to screw without a screw in the absence of a screw in the revolver. In such a case, the turret rotates to where the screw is located and then screws it into the holder. When each screw is completed, the inductive sensor immediately checks whether the bit has returned to the base (top) position.
In the meantime, the magazine located on the tabletop is refilled (Figure 6). This is done by feeding screws from the drum feeder (fig.7) using a vibrating linear feeder (fig.8). The presence of bolts, on the other hand, is checked through perpendicular optical barriers (fig.9). After receiving a signal that the magazine is full, from which the revolver draws bolts (8 pieces), the linear feeder refills it with the missing amount and only stops, and the next sequence of its refilling takes place only after the magazine is completely empty. Changing references also does not involve emptying and refilling the feeder. This is because the machine has been equipped with a second, identical feeder unit that feeds the second type of screws, while the principle of their operation has remained the same. In the case of changing screws due to the production of another reference, it is only necessary to choose which feeder the screws are to be fed from.
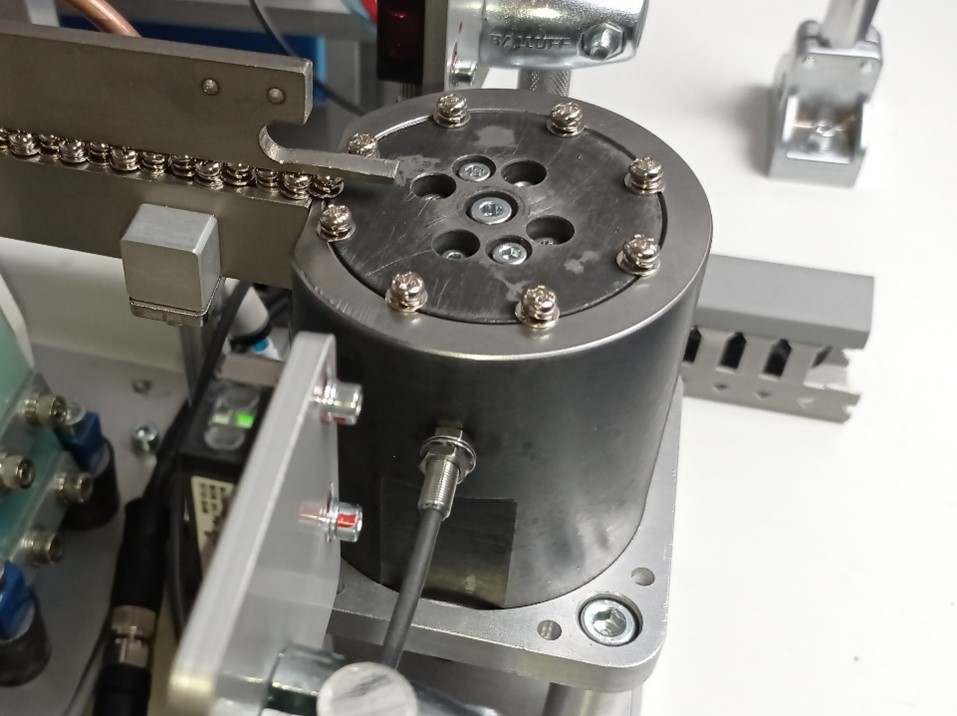 Figure 6: Magazine
Figure 6: Magazine
 Figure 7: Drum feeder
Figure 7: Drum feeder
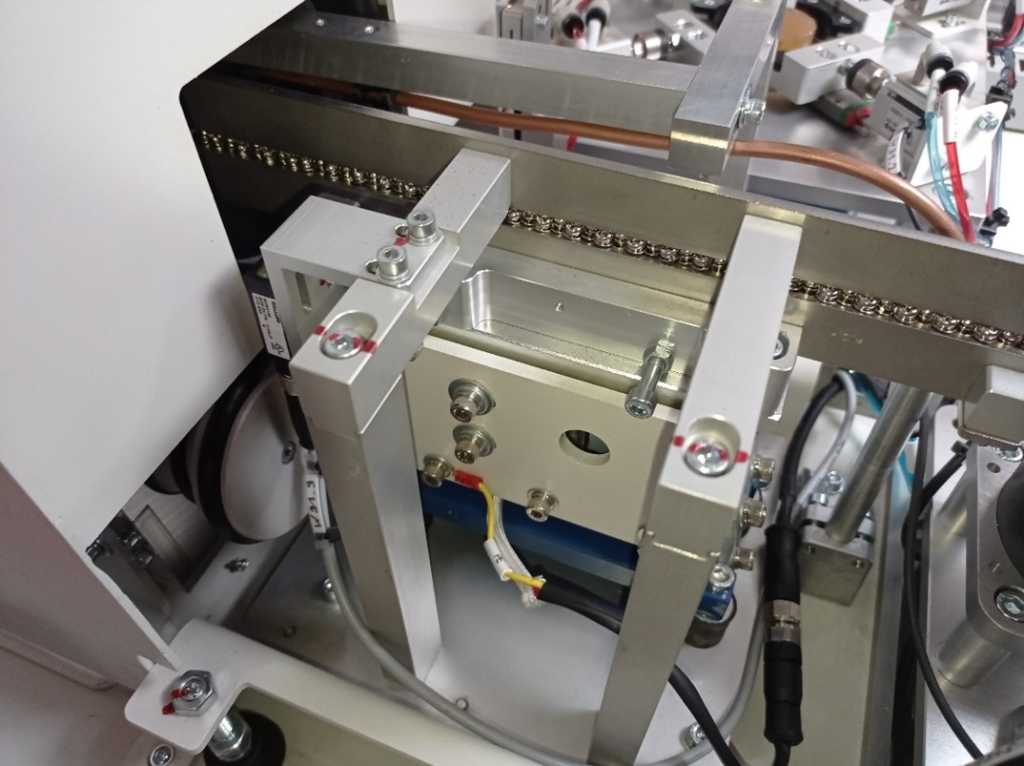 Figure 8. linear feeder assembly guiding screws
Figure 8. linear feeder assembly guiding screws
 Figure 9. Perpendicular optical barrier to check the presence of screws
Figure 9. Perpendicular optical barrier to check the presence of screws
Customer benefits
The improvements made have benefited our customer on several levels:
-
Complete automation of production- thanks to the implementation of an industrial robot and the process of twisting the handles during the movement of the conveyor belt, the entire process is carried out without the presence of a human. The people who used to manually twist the handles are now responsible for replenishing the screws in the drum feeders throughout the production line.
-
Improved efficiency- thanks to the complete automation of the production process, it is possible to perform dozens of cycles more on a particular working shift than before the modifications, which means that the limitations resulting from the previous limitations of the process have been removed.
-
Improved work ergonomics- thanks to the automation of the bolt feeding unit, the interruptions associated with emptying the bolt feeder and filling it with another type have ended, which allows the production of several references without the need to completely rearm the machine.
-
The possibility of spreading the applied technology- The machine with the implemented solution was exhibited at the STOM-TOOL Industrial Spring 2022 Fair. Due to considerable interest from entrepreneurs and attendees, in the future the process proposed by us may find application wherever continuous movement of the conveyor is required. This applies to other industries, such as welding, cutting, whirlpool processes or application of substances to components.
Manix Automation and Machine Building- A company that specializes in industrial automation. It deals with the design, construction and modernization of machines and entire production lines for individual orders, according to the customer's established guidelines. A staff of specialized designers designs electrical installations, control systems and entire machines based on advanced technical solutions and modern machinery at the company's disposal.
The published case study took part in the Balluff Case Study Challenge 2023 competition, the purpose of which was to appreciate and reward the most innovative case studies submitted by manufacturers of industrial machinery.
Keywords
- Case Study
- Industrial automation
- Sensor technology
- Efficient production
Author

Balluff Sp. z o.o.
We have been active on the Polish market for more than 25 years. We serve our customers from Pomerania to the Tatra Mountains, providing first-class service and technical support. We are also present online, where we share our knowledge about the latest implementations, industry trends, events or technical aspects of our solutions.
41 Contributions
Comment
Popular posts
What is a capacitive sensor?
How do I wire my 3-wire sensors?
Industrial sensing fundamentals – NPN vs PNP
The industrial revolution - from the steam engine to Industry 4.0
Contact form
Balluff Limited
-
20 Cheshire Business Park
Cheshire Avenue
Lostock Gralam
Northwich, CW9 7UA