
Continuous silo monitoring
An alternative use case for CMTK

Reading Time: minutes
A well-organized production is based on a constant supply of raw materials. How can it be achieved? Well, the old-fashioned way is to check the stock by visual inspection, but thanks to our sensors and software solutions, it can be done remotely with the added benefit of utilizing preset alerts for specific amounts of raw material.
Situation at hand
Our customer contacted us to provide a solution for data collection and constant monitoring of the content level of their silos, which contain plastic granules as raw material for their injection molding machines. Up until now they had to climb eight separate 8m high silos to visually inspect the available material, which is both inefficient and dangerous.

The problem
Aside from the fact that climbing multiple high structures takes a lot of time and is dangerous, especially considering always changing weather conditions, the reordering of raw materials is also suboptimal. Frequent inspection takes a lot of time, but material shortage causes downtime.
Consequently, either time or money or both were wasted.
Solution
The customer’s idea was to use a set of sensors and andon lamps that would have been installed in the workshop. Building on that idea, we proposed a system based around our CMTK, that would not only send notifications if the material-level is low, but also show the rate of consumption in the workshop, and anywhere with an internet connection.
How does it work?
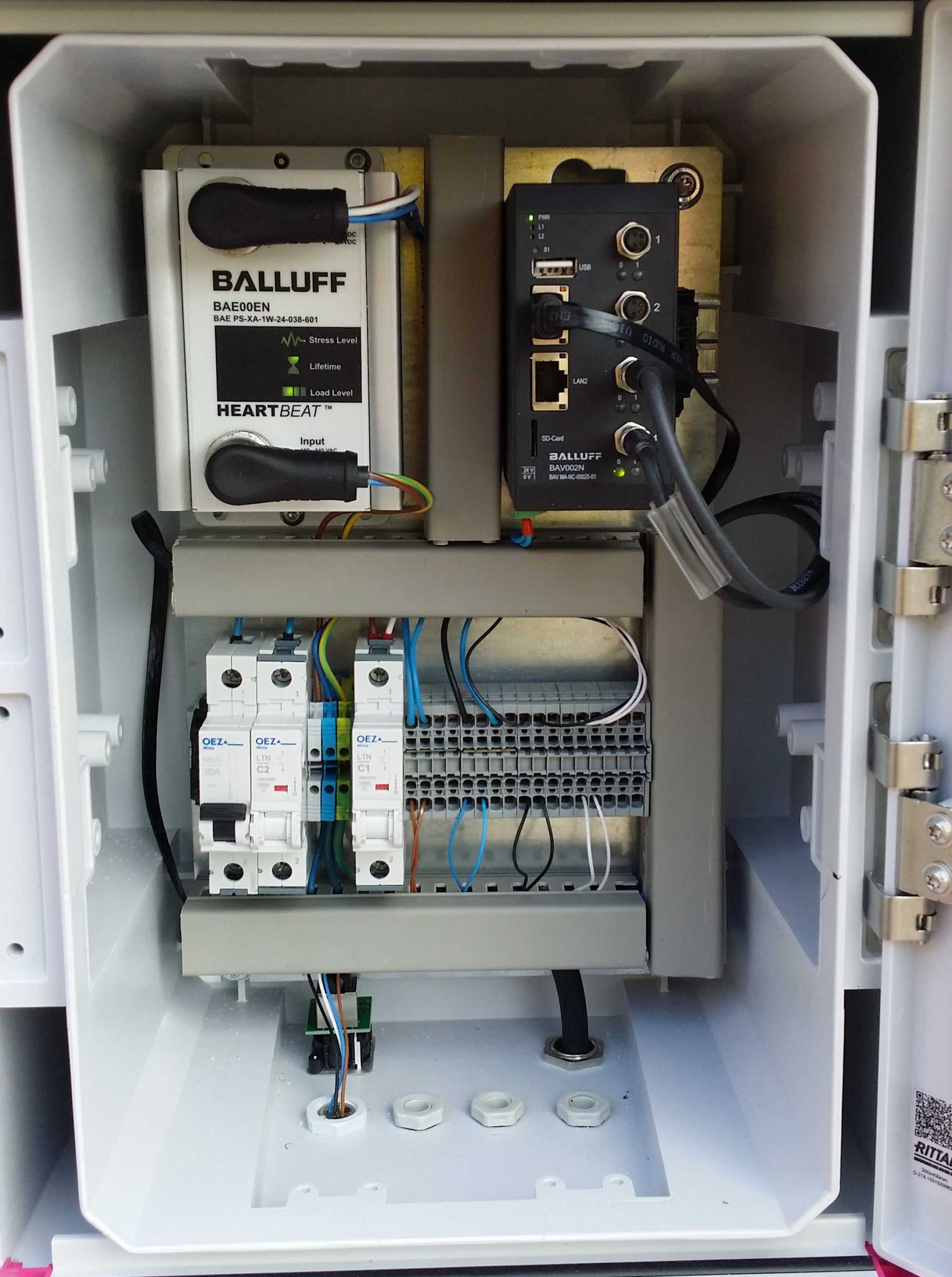
The hardware. Our IO-Link ultrasonic sensors were installed in every silo and wired to electrical cabinets, which contain CMTKs. These devices are connected to the factory’s network.
The software. If the granule level reaches a certain value or its consumption is too high, the system sends an automatic email to production management. A smart TV installed in the workshop also shows information about the actual level, history data and the rate of consumption. This system is able to collect and store data for further analysis.
How long did the implementation take?
Thanks to our customer’s openness to innovation and willingness to cooperate made preliminary talks and testing easy and took 2 weeks. The installation and the system’s setup took a single day, thanks to our customer’s competent and helpful maintenance and IT teams, and our developers for making the software easy to use and set up, as well as adapt to different applications, like this one.
Benefits for the customer
The following benefits are worth mentioning:
All data is at a glance – our customer gets more data than expected, which can be used to plan logistics.
Optimal reaction to reordering needs – The rate of material consumption greatly varies based on the produced goods. This trend data provides the ability to optimize the refilling of the silos
Database – With the help of MQTT, our customer can collect and store data and analyze it later.
Elimination of the risk of accidents – thanks to the fact that each silo is now equipped with a level sensor, our customer avoids the situation of exposing staff to unnecessary danger and instead able to use their time more efficiently.
This system has been in use for three months and we are in talks with our customer’s maintenance team to implement a general condition monitoring system, what the CMTK was truly meant for. The CMTK’s versatility enabled the success of this project.
Features
- Unified retrofit solution for machine and process monitoring
- High flexibility through the connection of up to four arbitrary IO-Link sensors
- Plug-and-play commissioning of the system and visualization of the data
- Output of warning messages when adjustable limit values are exceeded
- Remote monitoring from any location thanks to network integration
Related topics
Keywords
- Case Study
- Efficient production
Author

Balluff EMEA
We are your partner for innovative solutions in industrial automation. With our passion we improve your competitive position with speed and results. With our 100 years company history and more than 60 years of sensor experience, Balluff is a world leader and one of the most efficient manufacturers of sensor technology.
42 Contributions
Comment
Popular posts
An easy way to remember PNP and NPN sensor wiring
Real-time speed of IO-Link wired
Advantages of inductive proximity sensors in industry
Automation for intralogistics: a practical perspective
Contact form
Do you have any questions or suggestions? We are at your disposal.
Balluff GmbH
-
Zabergäustraße 8
73765 Neuhausen a.d.F.