
Maszyna do skręcania uchwytów do telewizorów
Case Study powstałe we współpracy z firmą Manix Automatyka i Budowa Maszyn
Czas czytania: minuty
Seria Case Study Balluff to artykuły pisane przez ekspertów Balluff, partnerów naszej firmy, integratorów, specjalistów wdrażających dedykowane rozwiązania dla firm produkcyjnych z wykorzystaniem narzędzi i rozwiązań Balluff.
Współczesna technika pozwala na całkowite zautomatyzowanie produkcji przy użyciu dostępnych na rynku rozwiązań. Proces ten da się zoptymalizować jeszcze bardziej i to na dodatek w taki sposób, że w trakcie jego trwania obecność człowieka nie będzie konieczna. Maszyna do montażu uchwytów do telewizorów jest tego najlepszym przykładem.
Proces produkcyjny zwykle jest żmudnym i długotrwałym cyklem, w którym wszystko powinno być zgodne ze specyfikacją przedstawioną przez klienta. Producent musi wziąć pod uwagę także inne, dodatkowe wymagania odbiorcy, który chce, by jego produkt wyróżniał się na rynku. Jak zatem ulepszyć produkcję czegoś, czego jest przesyt? I jak zrobić to w sposób innowacyjny?
Nasz klient miał gotowe rozwiązanie. Po naszej stronie stał proces jego udoskonalenia.
Sytuacja zastana
Firma zajmująca się produkcją telewizorów zgłosiła się do nas z prośbą o pomoc w zautomatyzowaniu procesu skręcania uchwytów do ich montażu. Dotychczasowa praca zakładała zatrzymanie taśmociągu z telewizorem, manualne skręcenie komponentu przez dwójkę operatorów, a następnie ponowne uruchomienie pasa transportowego i wyjazd gotowego zespołu poza strefę roboczą.
Problem
Pomimo dwójki operatorów zaangażowanych w opisywaną operację, w całym procesie montażu telewizorów to skręcanie uchwytów było punktem ograniczającym płynność produkcji. Cykliczne zatrzymywanie całego ciągu produkcyjnego negatywnie oddziaływało na łączny czas trwania operacji.
Te elementy generowały spore ubytki czasowe w trakcie trwania pracy. To z kolei, na skutek postoju linii produkcyjnej, niosło za sobą straty finansowe. Wobec takich problemów wprowadzenie modyfikacji było konieczne.
Rozwiązanie
Klient otrzymał propozycję zautomatyzowania produkcji przy użyciu robota przemysłowego, bez konieczności zatrzymywania procesu. Wykrycie wjeżdżającego telewizora w strefę roboczą maszyny sygnalizowane było cylindrycznymi barierami optycznymi BOS00WJ i BOS00WH. Po uzyskaniu informacji o obecności telewizora w strefie roboczej, jego pozycja była dokładnie monitorowana przez system wizyjny BVS001N, wyposażony w technologię OCR, wspomagany przez oświetlacz pierścieniowy BAE000J.
Dodatkowo firma Manix zaimplementowała system wkręcania śrub, który został umieszczony na robocie przemysłowym. W tym zespole zostały użyte czujniki indukcyjne BES00H5 oraz czujniki pola magnetycznego typu C i T z serii BMF. Obecność poszczególnych śrub w ustniku wkrętarki kontrolowana jest czujnikiem światłowodowym BOH001Z, w zespole ze wzmacniaczem BAE011C.
System podawania śrub także został zautomatyzowany. Dzięki użyciu prostopadłościennych barier optycznych BOS0158 umieszczonych na podajnikach liniowych, nie było już konieczności opróżniania podajnika ze śrub i zasypywania go nowymi w przypadku zmiany referencji produkowanego zespołu.
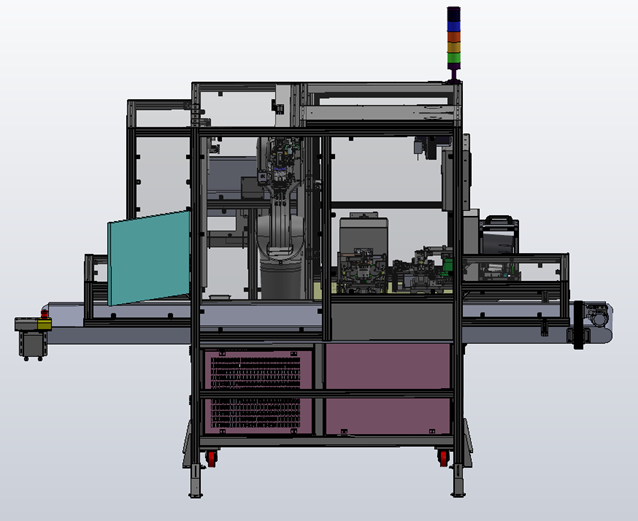 Rysunek 1. Rozwiązanie automatycznego wkręcania śrub – widok z przodu
Rysunek 1. Rozwiązanie automatycznego wkręcania śrub – widok z przodu
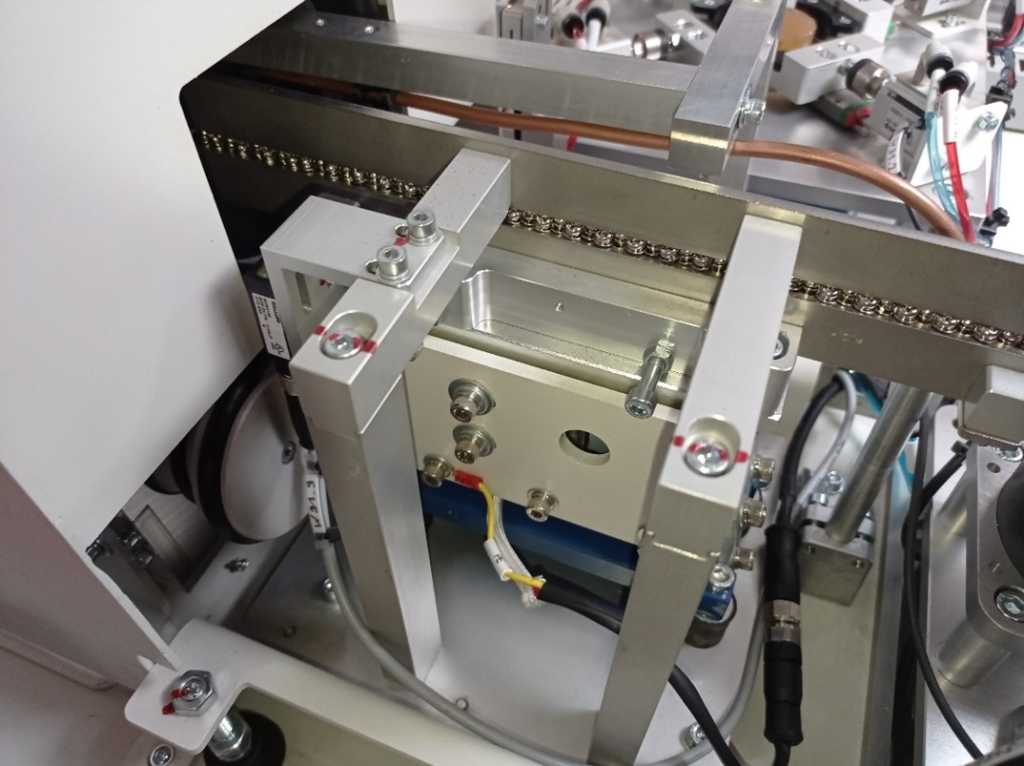
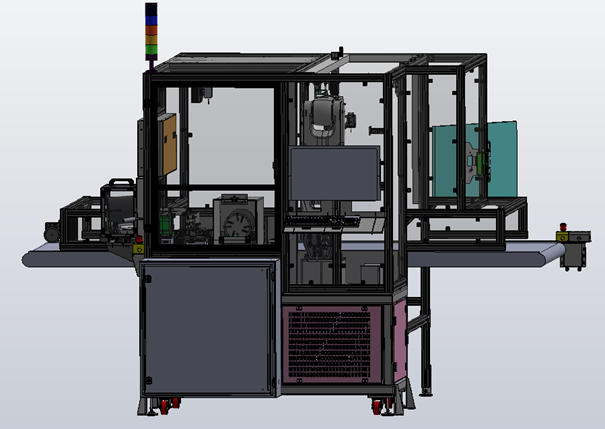 Rysunek 2. Rozwiązanie automatycznego wkręcania śrub – widok z tyłu
Rysunek 2. Rozwiązanie automatycznego wkręcania śrub – widok z tyłu
Jak to działa?
Po wjeździe telewizora w strefę roboczą robota, sygnalizowanym cylindrycznymi barierami optycznymi, następuje wykrycie orientacji telewizora względem pasa transportowego, poprzez wykonanie zdjęcia przez system wizyjny (rys. 3). Prędkość przemieszczania się telewizora liczona jest na podstawie odczytów z enkodera. Po pokonaniu odpowiedniej odległości w określonej jednostce czasu system wizyjny zamontowany na robocie przemysłowym wykonuje dwa zdjęcia telewizora, w celu precyzyjnego potwierdzenia jego pozycji oraz kąta ułożenia na pasie transportowym.
 Rysunek 3. System wizyjny
Rysunek 3. System wizyjny
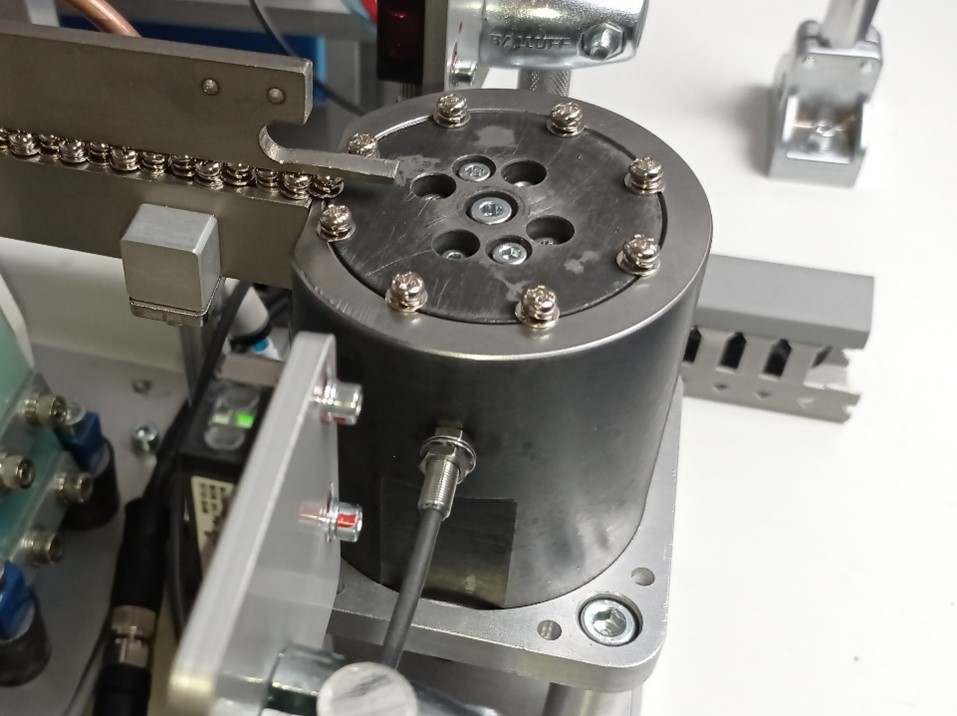
Po wykonaniu tej operacji robot, wraz z zamontowanym zespołem wkrętarki (rys. 4), podąża za telewizorem poruszając się z prędkością ruchu pasa transportowego. Znając pozycję każdej ze śrub na podstawie współrzędnych, pobranych z modelu telewizora w formacie .DXF, następuje montaż uchwytu do telewizora – w zależności od referencji detalu (przekątna, model) jest to od 2 do 12 śrub. W przypadku wkręcania większej ilości śrub niż może pomieścić rewolwer (rys. 5), robot powraca do pozycji bazowej, a cały zespół magazynka rewolwerowego napełniany jest ponownie. Najpierw jednak następuje obrót rewolweru do pozycji bazowej, który kontrolowany jest za pomocą czujnika indukcyjnego. Po zakończeniu skręcania uchwytów do telewizora, niezależnie od ilości śrub, robot wraca do pozycji bazowej.
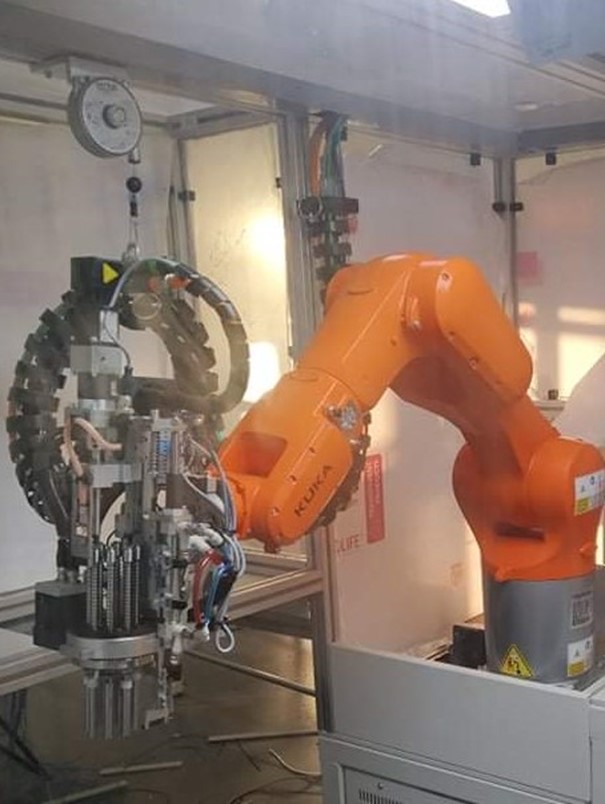 Rysunek 4. Robot przemysłowy wraz z zespołem skręcania
Rysunek 4. Robot przemysłowy wraz z zespołem skręcania
 Rysunek 5. Rewolwer
Rysunek 5. Rewolwer
Na zespole skręcania znajdują się czujniki światłowodowe, które kontrolują obecność śrub w magazynku oraz w bicie wkrętarki. To zapobiega sytuacji próby wkręcania bez śruby w przypadku jej braku w rewolwerze. W takim przypadku rewolwer obraca się do miejsca, gdzie znajduje się śruba, a następnie wkręca ją w uchwyt. Po zakończeniu skręcania każdej ze śrub czujnik indukcyjny od razu sprawdza, czy bit powrócił do pozycji bazowej (górnej).
W międzyczasie następuje uzupełnianie magazynku znajdującego się na blacie (rys. 6). Następuje to poprzez doprowadzenia śrub z podajnika bębnowego (rys. 7) za pomocą wibracyjnego podajnika liniowego (rys.8). Obecność śrub sprawdzana jest natomiast poprzez prostopadłościenne bariery optyczne (rys. 9). Po uzyskaniu sygnału o pełnym magazynku, z którego rewolwer pobiera śruby (8 sztuk), podajnik liniowy uzupełnia je o brakującą ilość i dopiero zatrzymuje się, a następna sekwencja jego napełnienia ma miejsce dopiero po całkowitym opróżnienia magazynku. Zmiana referencji nie wiąże się też z koniecznością opróżniania i ponownego uzupełniania podajnika. Maszyna została wyposażona bowiem w drugi, identyczny zespół podajników, który podaje drugi rodzaj śrub, natomiast zasada ich działania pozostała taka sama. W przypadku zmiany śrub na skutek produkowania innej referencji należy tylko wybrać, z którego podajnika śruby mają być podawane.
 Rysunek 6. Magazynek
Rysunek 6. Magazynek
 Rysunek 7. Podajnik bębnowy
Rysunek 7. Podajnik bębnowy
 Rysunek 8. Zespół podajnika liniowego prowadzącego śruby
Rysunek 8. Zespół podajnika liniowego prowadzącego śruby
 Rysunek 9. Prostopadłościenna bariera optyczna sprawdzająca obecność śrub
Rysunek 9. Prostopadłościenna bariera optyczna sprawdzająca obecność śrub
Korzyści dla klienta
Wprowadzone udoskonalenia przyniosły naszemu klientowi korzyści na kilku płaszczyznach:
-
Całkowite zautomatyzowanie produkcji – dzięki zaimplementowaniu robota przemysłowego oraz procesu skręcania uchwytów podczas ruchu pasa transportowego, cały proces przebiega bez obecności człowieka. Osoby, które dotychczas zajmowały się manualnym skręcaniem uchwytów, obecnie odpowiadają za uzupełnianie śrub w podajnikach bębnowych na całym ciągu produkcyjnym.
-
Poprawa efektywności – dzięki całkowitemu zautomatyzowaniu procesu produkcyjnego, na poszczególnej zmianie roboczej istnieje możliwość wykonania kilkudziesięciu cykli więcej niż przed modyfikacjami, co oznacza, że udało się usunąć ograniczenia wynikające z poprzednich ograniczeń procesu.
-
Poprawa ergonomii pracy – dzięki zautomatyzowaniu zespołu podawania śrub zakończyły się przerwy związane z opróżnianiem podajnika śrub i zasypywania go innym rodzajem, co pozwala na produkcję kilku referencji bez konieczności całkowitego przezbrajania maszyny.
-
Możliwość rozpowszechnienia zastosowanej technologii – maszyna wraz z wdrożonym rozwiązaniem została wystawiona na Targach STOM-TOOL Przemysłowa Wiosna 2022. Ze względu na spore zainteresowanie przedsiębiorców oraz osób uczestniczących, w przyszłości proces zaproponowany przez nas może znaleźć zastosowanie wszędzie tam, gdzie wymagany jest ciągły ruch przenośnika. Dotyczy to innych gałęzi przemysłu, takich jak np. spawalnictwa, cięcia, wirtoprocesów czy nakładania substancji na komponenty.
Manix Automatyka i Budowa Maszyn - przedsiębiorstwo, które specjalizuje się w automatyce przemysłowej. Zajmuje się projektowaniem, budową i modernizacją maszyn oraz całych linii produkcyjnych pod indywidualne zamówienie, zgodnie z ustalonymi wytycznymi Klienta. Kadra wyspecjalizowanych konstruktorów projektuje instalacje elektryczne, układy sterowania oraz całe maszyny w oparciu o zaawansowane rozwiązania techniczne i nowoczesny park maszynowy jakim dysponuje przedsiębiorstwo.
Opublikowane case study brało udział w konkursie Balluff Case Study Challenge 2023, którego celem było docenienie i nagrodzenie najbardziej innowacyjnych case study zgłoszonych przez producentów maszyn przemysłowych.
Słowa kluczowe
- Case Study
- Automatyka Przemysłowa
- Technologia czujników
- Efektywna produkcja
Autor

Balluff Sp. z o.o.
Działamy na rynku polskim już od ponad 25 lat. Wspieramy naszych klientów w całej Polsce, jak również online. Dzielimy się wiedzą naszych ekspertów, pokazujemy najnowsze wdrożenia oraz techniczne aspekty rozwiązań Balluff.
57 Wkład
Popularne posty
Czym różni się światło czerwone od niebieskiego w detekcji obiektów?
Automatyka dla początkujących – część 1
Rewolucja przemysłowa – od maszyny parowej do przemysłu 4.0
Czym dokładnie jest IO-Link?
Formularz kontaktowy
Masz pytania lub potrzebujesz pomocy? Jesteśmy tu dla Ciebie!
Balluff SP. z o.o
-
Ul. Graniczna 21A
54-516 Wrocław