
Modyfikacja/usprawnienie procesu wkręcania w oparciu o dalmierz analogowy
Case Study powstałe we współpracy z firmą Projektowanie Maszyn
Czas czytania: minuty
Seria Case Study Balluff to artykuły pisane przez ekspertów Balluff, partnerów naszej firmy, integratorów, specjalistów wdrażających dedykowane rozwiązania dla firm produkcyjnych z wykorzystaniem narzędzi i rozwiązań Balluff.
Zautomatyzowanie procesu wkręcania jest niełatwe, zależy od wielu czynników, a problemy zaczynają się już na etapie formowania gwintu. Nie bez znaczenia jest także rodzaj zarysu gwintu, jego tolerancji i jakość wykonania. Z kolei użycie robota i wkręcanie z przyuczonego punktu przy regulacji całej gamy parametrów ruchu nie zawsze zdaje egzamin.
Sytuacja zastana
Klient jest producentem wyposażenia dla branży budowlanej i wykończeniowej. Wyroby są wysyłane na rynki europejskie. Zapewnienie jakości oraz powtarzalności produkcji jest kluczowe.
Podczas automatyzacji wkręcania nypla (gwint zewnętrzny) w profil (gwint wewnętrzny) pojawiało się wiele zacięć, co prowadziło do dużego odrzutu materiału oraz opóźnień w produkcji.
Problem
Gwint był poza tolerancją, a jego kształt i zarys odbiegały od nominału. Ingerencja w proces kształtujący kosztowo się nie opłacała, a bardzo duży problem stanowił „fałszywy” zarys gwintu umiejscowiony dokładnie pośrodku skoku gwintu właściwego. Jego skok był równy z gwintem właściwym, ale głębokość wynosiła jedynie 1/4 .
Takie parametry „fałszywego” gwintu pozwalały na początkowe wkręcenie nypla, ale ze względu na mniejszą głębokość powodowało to zakleszczenie podczas wkręcania. „Fałszywy” gwint zaczynał się około 20-30 st. przed właściwym.

Zakleszczenie okazało się na tyle mocne, że nie było możliwości automatycznego poprawienia procesu. Nawet zwolnienie prędkości obrotowej osi 4 (obrót) i zmniejszenie momentu powodowały zaklinowanie detalu. Regulacja posuwu w trakcie wkręcania nie przynosiła efektów.
Pojawiła się potrzeba większej powtarzalności wkręcania, aby zmniejszyć ilość zmiennych czynników i móc wyregulować proces.
Rozwiązanie
Koncepcja rozwiązania zakładała wykrycie początku gwintu właściwego, czyli wkręcanie przy takim samym kącie gwintu nypla względem gwintu belki. Jak jednak znaleźć punkt odniesienia?
Podczas ruchu w kierunku odkręcania gwint ślizga się w otworze belki. Można zauważyć, że w trakcie ruchu obrotowego nieznacznie unosi się do góry, po czym gwałtownie spada w otwór – co świadczy o początku zwoju gwintu. Amplituda ruchu pionowego jest jednak niewielka. Niemniej można uznać ten moment jako punkt odniesienia do ustawienia kąta przy rozpoczęciu wkręcania. Należało dobrać odpowiedni osprzęt, bazujący na pomiarze odległości.
Jak to działa?
Z uwagi na to, że maszyna została już oddana klientowi do użytku oraz na konieczność zatrzymania produkcji większe modernizacje nie wchodziły w grę. Dlatego szukaliśmy czujnika, który zminimalizuje ilość pracy instalacyjnej.
Wybór padł na BOS0285 – analogowy dalmierz optyczny z interfejsem IO-Link.
Na maszynie już znajdowały się zainstalowane wyspy sieciowe Balluff BNI0077 wyposażone w protokół IO-Link. Ich wykorzystanie sprowadziło obecną instalację wyłącznie do przeprowadzenia pojedynczego przewodu do czujnika.
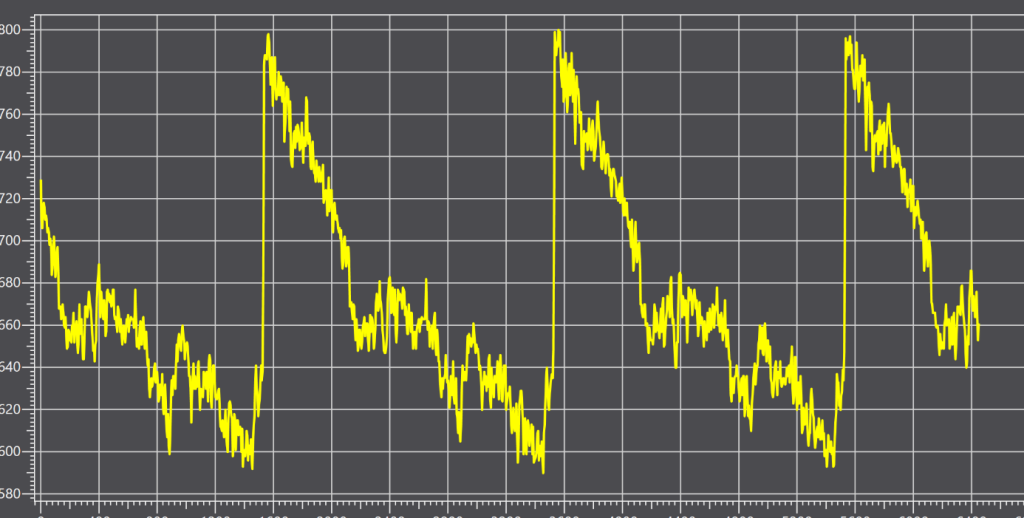
W osi wkręcanego nypla zamontowany został krążek, na który pada promień czujnika. Krążek zmienia wysokość zgodnie z położeniem nypla, co jest rejestrowane przez czujnik. Ten proces można zobaczyć na poniższych wykresach.
Sygnał był znacznie „zaszumiony” z powodu dużej chropowatości gwintów. Jednak odpowiednie filtrowanie i analiza sygnału w PLC umożliwiło precyzyjną detekcję punktu charakterystycznego.
.png)
Korzyści dla klienta
Wprowadzenie powtarzalności procesu wkręcania przełożyło się na redukcję liczby zacięć podczas montażu nypli. Zwiększyło to objętość produkcji oraz zmniejszyło przeciążenia osi robota, a to z kolei przełożyło się na jego większą żywotność.
Większa kontrola nad procesem wkręcania umożliwiła też indywidualną parametryzację pod kątem każdej referencji, maksymalizując tym samym niezawodność procesu.
O firmie
Projektowanie Maszyn zajmuje się automatyzacją procesów produkcyjnych od 27 lat. Główne branże to automotive, AGD, i inne specjalistyczne gałęzie przemysłu. Realizujemy projekty w całym kraju oraz za granicą. Nasze doświadczenie oraz infrastruktura pozwala na budowanie dużych zautomatyzowanych linii produkcyjnych, sięgających do około 100 stanowisk montażowo-testowych.
W zakresie naszych realizacji znajdują się również między innymi:
automatyczne stacje testujące wykorzystujące najnowsze technologie pomiarowe,
pół automatyczne stanowiska montażowe.
Każdą realizację traktujemy w sposób unikatowy. Dostosowujemy rozwiązania, tak aby zoptymalizować funkcjonalność maszyn i maksymalnie podnieść ich efektywność. Każdy projekt jest wspólnym przedsięwzięciem naszym i naszego Klienta. Razem definiujemy założenia projektowe, następnie opracowujemy projekt i budujemy maszynę. Nie tylko dostarczamy gotowe urządzenia, ale również asystujemy podczas ich uruchamiania, a także szkolimy operatorów, inżynierów procesów i utrzymania ruchu.
Opublikowane case study brało udział w konkursie Balluff Case Study Challenge 2023, którego celem było doOpublikowane case study brało udział w konkursie Balluff Case Study Challenge 2023, którego celem było docenienie i nagrodzenie najbardziej innowacyjnych case study zgłoszonych przez producentów maszyn przemysłowych.cenienie i nagrodzenie najbardziej innowacyjnych case study zgłoszonych przez producentów mOpublikowane case study brało udział w konkursie Balluff Case Study Challenge 2023, którego celem było docenienie i nagrodzenie najbardziej innowacyjnych case study zgłoszonych przez producentów maszyn przemysłowych.aszyn przemysłowych.
Opublikowane case study brało udział w konkursie Balluff Case Study Challenge 2023, którego celem było docenienie i nagrodzenie najbardziej innowacyjnych case study zgłoszonych przez producentów maszyn przemysłowych.
Słowa kluczowe
- Case Study
- IO-Link
- Automatyka Przemysłowa
- Efektywna produkcja
Autor

Balluff Sp. z o.o.
Działamy na rynku polskim już od ponad 25 lat. Wspieramy naszych klientów w całej Polsce, jak również online. Dzielimy się wiedzą naszych ekspertów, pokazujemy najnowsze wdrożenia oraz techniczne aspekty rozwiązań Balluff.
57 Wkład
Komentarz
Popularne posty
Czym różni się światło czerwone od niebieskiego w detekcji obiektów?
Automatyka dla początkujących – część 1
Rewolucja przemysłowa – od maszyny parowej do przemysłu 4.0
Czym dokładnie jest IO-Link?
Formularz kontaktowy
Masz pytania lub potrzebujesz pomocy? Jesteśmy tu dla Ciebie!
Balluff SP. z o.o
-
Ul. Graniczna 21A
54-516 Wrocław